
Dies ist eine alte Version des Dokuments!
Inhaltsverzeichnis
xCAM G-Code
Der G-Code ist das Dateiformat, in welchem xCAM die Informationen speichert. Jeder G-Code speichert die Informationen in einer Zeile, welche mit CR LF abgeschlossen wird. Die Datei hat die Endung .NCC. Bei Zweitbearbeitungen, z.B. Bearbeitungen von oben und unten, muss, sofern die Maschine nicht eigens dafür ausgelegt ist, eine Datei für die Bearbeitung oben und eine für unten ausgegeben werden. Prinzipiell können beliebig viele Dateien für ein Bauteil ausgegeben werden.
Jede Zeile muss mit dem Befehlaufruf des jeweiligen G-Codes beginnen. Dieser ist bei jedem Befehl in der Überschrift in Klammern vermerkt.
Soll der G-Code für ein Nesting in xPress verwendet werden, muss jedes Teil eine geschlossene Kontur enthalten. Diese Kontur darf keinerlei Zuweisungen von Fräsungen, Taschen oder Schnitten haben und muss als Konturtyp eine Nestingkontur sein.
Eine Beispieldatei können Sie hier herunterladen, hier als Grafik. Um die erzeugten Dateien grafisch darstellen zu können, benötigen Sie eine Installation von xCAM. Kontaktieren Sie uns hierfür bitte per Email.
Datentypen
Der G-Code kann folgende Datentypen verarbeiten:
- string:
- Alle strings (Textvariablen) müssen in Anführungszeichen angegeben werden. Zeilenumbrüche in Werten von Variablen, z.B. bei Beschreibungen, werden mit der Zeichenfolge _C_N_L_ dargestellt.
- double:
- Zahlen haben als Dezimaltrennzeichen den Punkt und werden ohne Tausendertrennzeichen definiert.
- bool:
- Bei Variablen des Typs bool wird 0 für false und 1 für true verwendet.
Jede Variable muss, falls angegeben, einen Wert zugewiesen haben. Der Standardwert für Texte ist ein leerer String („„) und für Zahlen eine 0.
Programmkopf (H)
Der Programmkopf, auch Header genannt, definiert das Fertigmaß des Bauteils und muss zwingend an erster Stelle angeführt werden.
Variablen
| Variable | Beschreibung | Datentyp | Pflichtfeld |
|---|---|---|---|
| DX | Länge des Teils. | double | x |
| DY | Breite des Teils. | double | x |
| DZ | Dicke des Teils | double | x |
| OX | Definiert den Versatz des Teiles in X. | double | |
| OY | Definiert den Versatz des Teiles in Y. | double | |
| OZ | Definiert den Versatz des Teiles in Z. | double | |
| H_COUNT | Menge gleicher Bauteile | int | |
| PART_NAME | Name des Bauteils | string | |
| PART_NO | Teilenummer | string | |
| FIELD | Gibt das Arbeitsfeld der Maschine an. Dieser Wert definiert sich aus dem Arbeitsfeld, wie dieses in xCAM bei der Maschine definiert worden ist. | string | x |
| C_OPT_W_SIDES | Gibt an, ob die Arbeitsseiten optimiert werden sollen. Ist diese Option deaktiviert, werden alle Bearbeitungen in ein CNC-Programm an die Maschine übergeben. Andernfalls werden laut Maschineneinstellungen in xCAM mehrere CNC-Programme erzeugt. (z.B. ein CNC-Programm für die Bearbeitungen oben und ein zweites für die Bearbeitungen von unten. | bool | |
| TEXT | Freie Beschreibung | string |
Kommentar (COM)
Der Kommentar hat keine Auswirkung auf das fertige CNC-Programm. Dieser kann verwendet werden, um Informationen im G-Code festzuhalten.
Variablen
| Variable | Beschreibung | Datentyp | Pflichtfeld |
|---|---|---|---|
| MSGSTATUS | Gibt den Typ des Kommentars an. Aktuell hat dieser immer den Wert 0. | int | x |
| TEXT | Freie Beschreibung | string | x |
Arbeitsseite (F)
Die Arbeitsseite definiert die Ebene, auf welcher sich alle nachfolgenden Befehle beziehen. Die Achsen des UCS sind folgendermaßen definiert:
- Rote Achse: X
- Grüne Achse: Y
- Blaue Achse: Z
xCAM kann folgende Arbeitsseiten verwalten:
| Arbeitsseite | Beschreibung | Nullpunkt |
|---|---|---|
| 1 | Arbeitsseite oben | 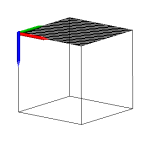 |
| 2 | Arbeitsseite vorne | 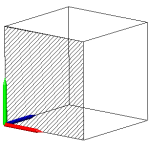 |
| 3 | Arbeitsseite rechts | 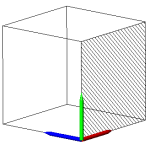 |
| 4 | Arbeitsseite hinten | 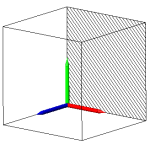 |
| 5 | Arbeitsseite links |  |
| 6 | Arbeitsseite unten |  |
| 0 | Diese Arbeitsseite definiert eine freie Ebene. |  |
Variablen
| Variable | Beschreibung | Datentyp | Pflichtfeld |
|---|---|---|---|
| F | Gibt die Arbeitsseite an. | int | x |
| POSX | Gibt den Ursprung der Arbeitsseite in X an. | double | nur bei Arbeitsseite F0 |
| POSY | Gibt den Ursprung der Arbeitsseite in Y an. | double | nur bei Arbeitsseite F0 |
| POSZ | Gibt den Ursprung der Arbeitsseite in Z an. | double | nur bei Arbeitsseite F0 |
| ANGLEZ | Gibt die Drehung in Grad in um die Z-Achse an. | double | nur bei Arbeitsseite F0 |
| ANGLEX | Gibt die Drehung in Grad um die neue X-Achse an. | double | nur bei Arbeitsseite F0 |
| ANGLEZ2 | Gibt die Drehung in Grad um die neue Z-Achse an. | double | nur bei Arbeitsseite F0 |
| TEXT | Freie Beschreibung | string |
Kontur Startpunkt (G0)
Jede Kontur beginnt mit einem G0. Konturen werden bei verschiedenen Technologiedaten benötigt:
- Als Nestingkontur
Variablen
| Variable | Beschreibung | Datentyp | Pflichtfeld |
|---|---|---|---|
| X | Startpunkt der Kontur in X. | double | x |
| Y | Startpunkt der Kontur in Y. | double | x |
| Z | Startpunkt der Kontur in Z. | double | x |
| N | Name der Kontur, welcher innerhalb eines CNC-Programmes eindeutig sein muss. Über diesen Namen geschieht die Zuweisung an die Technologiedaten. | string | x |
| CTYPE | Gibt den Typ der Kontur an. Folgende Typen können definiert werden: | int | x |
| 0 = Standardkontur. | |||
| 1 = Hilfskontur. Diese Kontur wird nur für visuelle Darstellungen benötigt und hat keine Auswirkung auf das CNC-Programm. | |||
| 2 = Nestingkontur. Anhand der Nestingkontur werden die Bauteile bei einem eventuellen Nesting geschachtelt. | |||
| ANGA | Drehwinkel in Grad um die Z-Achse. | double | |
| ANGB | Drehwinkel in Grad um die neue X-Achse | double | |
| TEXT | Freie Beschreibung | string |
Linie (G1)
Der Code G1 definiert eine Linie. Als Startpunkt dient der Endpunkt des vorherigen Codes. Dies kann ein G0, ein G1 oder ein G5 sein.
Variablen
| Variable | Beschreibung | Datentyp | Pflichtfeld |
|---|---|---|---|
| X | Endpunkt der Linie in X. | double | x |
| Y | Endpunkt der Linie in Y. | double | x |
| Z | Endpunkt der Linie in Z. | double | x |
| G1_SPEED | Vorschubgeschwindigkeit. | double | |
| G1_ANGLE_C | Drehung in Grad um die Z-Achse. Dieser Winkel wird nur benötigt, wenn sich der Winkel im Laufe der Kontur ändern soll. Standardmäßig wird der Winkel im GIN definiert. | double | |
| G1_ANGLE_A | Drehung in Grad um die neue X-Achse. Dieser Winkel wird nur benötigt, wenn sich der Winkel im Laufe der Kontur ändern soll. Standardmäßig wird der Winkel im GIN definiert. | double | |
| TEXT | Freie Beschreibung | string |
Bogen (G5)
Der Code G5 definiert einen Bogen. Als Startpunkt dient der Endpunkt des vorherigen Codes. Dies kann ein G0, ein G1 oder ein G5 sein.
Variablen
| Variable | Beschreibung | Datentyp | Pflichtfeld |
|---|---|---|---|
| X | Endpunkt des Bogens in X. | double | x |
| Y | Endpunkt des Bogens in Y. | double | x |
| Z | Endpunkt des Bogens in Z. | double | x |
| I | Zentrum des Bogens in X. | double | x |
| J | Zentrum des Bogens in Y. | double | x |
| DIR | Drehrichtung des Bogens. | int | x |
| -1 = Bogen gegen den Uhrzeigersinn | |||
| 1 = Bogen im den Uhrzeigersinn | |||
| G5_SPEED | Vorschubgeschwindigkeit. | double | |
| G5_ANGLE_C | Drehung in Grad um die Z-Achse. Dieser Winkel wird nur benötigt, wenn sich der Winkel im Laufe der Kontur ändern soll. Standardmäßig wird der Winkel im GIN definiert. | double | |
| G5_ANGLE_A | Drehung in Grad um die neue X-Achse. Dieser Winkel wird nur benötigt, wenn sich der Winkel im Laufe der Kontur ändern soll. Standardmäßig wird der Winkel im GIN definiert. | double | |
| TEXT | Freie Beschreibung | string |
Fräsung (GIN)
Eine Fräsung erzeugt eine Bearbeitung im Werkstück, welche entlang der zugewiesenen Kontur verläuft.
Variablen
| Variable | Beschreibung | Datentyp | Pflichtfeld |
|---|---|---|---|
| T | Gibt das Werkzeug an, mit welchem diese Bearbeitung abgearbeitet werden soll. Dieses Werkzeug muss mit dem Eintrag in der Werkzeugdatenbank von xCAM übereinstimmen. | string | x |
| TI | Definiert die Tiefe der Bearbeitung. | double | Wenn der Paramter Tiefe aus Kontur (DFC) den Wert 1 hat, ist dieser Wert irrelevant. Ansonsten ist dies ein Pflichtfeld. |
| N | Gibt den Namen der Kontur an, entlang welcher die Bearbeitung verläuft. | string | x |
| CS | Definiert das Startsegment, an welchem die Bearbeitung beginnen soll. Dieser Wert ist standardmäßig mit 0 zu füllen, um die gesamte Kontur zu bearbeiten. | string | x |
| CE | Definiert das Endsegment, an welchem die Bearbeitung enden soll. Dieser Wert ist standardmäßig mit 0 zu füllen, um die gesamte Kontur zu bearbeiten. | string | x |
| C | Definiert die Werkzeugkorrektur, d.h. auf welcher Seite der Kontur der Fräser läuft. | int | x |
| 0 = Keine Werkzeugkorrektur. Der Fräser läuft auf dem Mittelpunkt der Kontur. | |||
| 1 = Werkzeugkorrektur rechts. Der Fräser wird um den Fräserradius nach rechts versetzt. | |||
| 2 = Werkzeugkorrektur links. Der Fräser wird um den Fräserradius nach links versetzt. | |||
| OF | Zusätzliches Offset zur Werkzeugkorrektur. Ist keine Werkzeugkorrektur eingestellt (C=0) ist dieser Wert irrelevant. | double | |
| GIN_DRIVE_IN_SPEED | Eintauchgeschwindigkeit | double | |
| GIN_DRIVE_SPEED | Bearbeitungsgeschwindigkeit | double | |
| GIN_ROTATION_SPEED | Drehzahl | double | |
| IN | Gibt den Einfahrtsmodus der Bearbeitung an. | int | x |
| 0 = Auf Punkt: Der Fräser sticht direkt am Konturstartpunkt in das Werkstück ein. | |||
| 1 = Gerade: Verlängert die Kontur am Startpunkt tangential zum ersten Segment. Die Länge des Einfahrtsweges berechnet sich aus dem Fräserradius * Faktor Einstichart. Zusätzlich kann der Einfahrtsweg am Beginn um den Wert Abstand Einfahrtsweg versetzt werden. | |||
| 2 = Bogen: Verlängert die Kontur am Startpunkt tangential zum ersten Segment. Der Radius des Bogens berechnet sich aus dem Fräserradius * Faktor Einstichart. | |||
3 = Ausschnitt: Dieser Einfahrtsweg eignet sich nur bei geschlossenen Innenkonturen. Dabei wird ein Einfahrtsweg berechnet, der sich um den Wert Abstand Einfahrtsweg nach innen versetzt und eine Länge aus Fräserradius * Faktor Einstichart hat.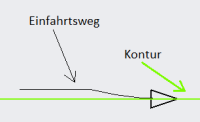 |
|||
| INFACTOR | Definiert den Faktor Einstichart. Dieser wird für die Berechnung des Einfahrtsweges benötigt. | double | |
| INCUTOUTDIST | Definiert den Abstand Einfahrtsweg. Dieser wird für die Berechnung des Einfahrtsweges benötigt. | double | |
| INFLYING | Gibt an, ob der Einfahrtsweg fliegend sein soll. Dabei startet der Fräser am Beginn des Einfahrtsweges oberhalb der Platte und dringt entlang des Einfahrtsweges auf die richtige Tiefe ein. | bool | |
| OUT | Gibt den Ausfahrtsmodus der Bearbeitung an. | int | x |
| 0 = Auf Punkt: Der Fräser endet direkt am Konturende. | |||
| 1 = Gerade: Verlängert die Kontur am Ende tangential zum letzen Segment. Die Länge des uUsfahrtsweges berechnet sich aus dem Fräserradius * Faktor Ausstichart. Zusätzlich kann der Ausfahrtsweg am Ende um den Wert Abstand Ausfahrtsweg versetzt werden. | |||
| 2 = Bogen: Verlängert die Kontur am Ende tangential zum letzen Segment. Der Radius des Bogens berechnet sich aus dem Fräserradius * Faktor Ausstichart. | |||
| OUTFACTOR | Definiert den Faktor Ausstichart. Dieser wird für die Berechnung des Ausfahrtsweges benötigt. | double | |
| OUTCUTOUTDIST | Definiert den Abstand Ausfahrtsweg. Dieser wird für die Berechnung des Ausfahrtsweges benötigt. | double | |
| OVERLAY | Gibt die Überlappung an, um welche die Kontur am Endpunkt verlängert wird. Dieser Wert ist nur bei geschlossenen Konturen relevant. | double | |
| HPOS | Gibt die Haubenposition an. Es können die Werte 0 - 4 vergeben werden. Diese werden im Post-Prozessor dann für die Maschine übersetzt. | int | |
| ANGLE_Z | Gibt die Neigung des Werkzeuges an. | double | |
| ANGLE_XY | Gibt die Drehung des Werkzeuges um die Z-Achse an. Dieser Wert ist nur relevant, wenn die Variable GIN_CALC_Z_ANGLE den Wert 0 hat. | double | |
| VECTOR_MODE | Definiert den Modus, wie sich die C-Achse (Drehung um Z) verhalten soll. | int | |
| 0 = Fixer Winkel. Der Fräser wird am Beginn mit dem angegebenen Winkel zugestellt und ändert sich nicht. | |||
| 1 = C-Achse mitdrehen. Der Fräser dreht sich relativ zum jeweiligen Kontursegment. | |||
| VECTOR_CALC_MODE | Gibt an, welche Ebene in Z verwendet wird, um die Neigung des Werkzeuges zu berechnen. | int | |
| 0 = Oberkante. Als Z-Wert wird die Dicke der Platte verwendet. | |||
| 1 = Unterkante. Als Z-Wert wird 0 verwendet. | |||
| 2 = Z-Wert der Kontur. Als Z-Wert wird jener verwendet, welcher in der zugewiesenen Kontur eingestellt ist. | |||
| PRIO | Definiert die Priorität der Fräsung. Je höher die Priorität ist, desto früher wird diese abgearbeitet. Der Standardwert ist 1. | int | |
| TEXT | Freie Beschreibung | string |
Tasche (PO)
Eine Tasche setzt eine geschlossene Kontur voraus, sofern es sich nicht um eine Kreis- oder Rechtecktasche handelt.
Variablen
| Variable | Beschreibung | Datentyp | Pflichtfeld |
|---|---|---|---|
| TYPE | Definiert den Typ der Tasche | int | x |
| 0 = Kreistasche. Dieser Typ erfordert den Einfügepunkt und Durchmesser der zu fräsenden Tasche. | |||
| 1 = Rechtecktasche. Dieser Typ erfordert den Einfügepunkt sowie Länge und Breite der zu fräsenden Tasche. | |||
| 2 = Freiformtasche. Dieser Typ erfordert eine geschlossene Kontur. | |||
| X | Definiert den Einfügepunkt der Tasche in X. | double | Nur bei Taschen des Typs TYPE=0 oder TYPE=1. |
| Y | Definiert den Einfügepunkt der Tasche in Y. | double | Nur bei Taschen des Typs TYPE=0 oder TYPE=1. |
| Z | Definiert den Einfügepunkt der Tasche in Z. | double | Nur bei Taschen des Typs TYPE=0 oder TYPE=1. |
| DIA | Gibt den Druchmesser einer Kreistasche an. | double | Nur wenn der TYPE=0 ist. |
| LEN | Gibt die Länge einer Rechtecktasche an. | double | Nur wenn der TYPE=1 ist. |
| WID | Gibt die Breite einer Rechtecktasche an. | double | Nur wenn der TYPE=1 ist. |
| ANGRAD | Gibt den Radius einer Rechtecktasche (TYPE=1) an, mit welchem die Ecken abgerundet werden sollen | double | |
| ANG | Gibt den Winkel an, um welchen eine Rechtecktasche (TYPE=1) auf der XY-Ebene gedreht ist. | double | |
| T | Definiert das Werkzeug, mit welchem die Tasche ausgefräst werden soll | string | x |
| TI | Gibt die Tiefe der Tasche an. | double | Diese Variable ist nur dann kein Pflichtfeld, wenn der Wert TICON=1 und TYPE=2 ist. |
| TICON | Gibt an, dass die Tiefe der Tasche dem Z-Wert der Kontur entspricht. Dieser Wert ist nur bei einer Freiformtasche (TYPE=2) relevant. | bool | |
| CNAME | Gibt den Namen der Kontur an, welche als Tasche ausgefräst werden soll. | string | Wenn der TYPE=2 ist. |
| OFF | Gibt ein Offset der Tasche an. Um diesen Wert wird die Tasche verkleinert. | double | |
| CLEAR | Gibt den Modus an, wie die Tasche ausgeräumt werden soll. | int | x |
| 0 = Spiral | |||
| 1 = Zig-Zag | |||
| INTOOUT | Gibt an, ob die Tasche von innen nach außen ausgeräumt werden soll oder nicht. | bool | |
| ROT_SPEED | Definiert die Drehzahl des Werkzeuges. | double | |
| IN_SPEED | Definiert die Eintauchgeschwindigkeit. | double | |
| SPEED | Definiert die Vorschubgeschwindigkeit. | double | |
| CLEANMODE | Bietet die Möglichkeit, die Tasche nach dem Ausräumen zusätzlich mit einem Werkzeug zu bearbeiten. | int | |
| 0 = Ohne Nachfräsen. | |||
| 1 = Rand Schlichten. Umfräst die Außenkontur der Tasche mit dem Werkzeug, das unter CLEANTOOL angegeben wurde. Ist dieser Modus aktiv, hat man die Möglichkeit, direkt unter der Tasche einen Befehl Fräsung (GIN) zu definieren. Die Tiefe wird automatisch aus der Tasche übernommen. Ebenso ist die Werkzeugkorrektur irrelevant. Dieser Befehl die nur dazu, die Einfahrtswege dieser Zusaätzfräsung zu definieren. Dieser Befehl heißt allerdings nicht GIN sondern POCKET_CLEANTOOL_GIN. | |||
| CLEANTOOL | Gibt das Werkzeug an, mit welchem die Zusatzfräsung erzeugt werden soll. | string | Nur wenn CLEANMODE=1 ist. |
| P_PRIO | Definiert die Priorität der Tasche. Je höher die Priorität ist, desto früher wird diese abgearbeitet. Der Standardwert ist 1. | ||
| TEXT | Freie Beschreibung | string | |
Schnitt (CUT)
Definiert einen Schnitt anhand angegebener Koordinaten oder einer zugewiesenen Kontur.
Variablen
| Variable | Beschreibung | Datentyp | Pflichtfeld |
|---|---|---|---|
| T | Gibt das Werkzeug an, mit welchem der Schnitt ausgeführt werden soll. | string | x |
| TI | Definiert die Tiefe des Schnittes | double | x |
| CR | Gibt die Anzahl der Arbeitsschritte an, in welchen die gesamte Tiefe erreicht werden soll. | int | |
| CALCMODE | Gibt an, nach welchem Modus der Schnitt berechnet werden soll | int | x |
| 0 = Koordinaten. Der Schnitt definiert sich anhand des angegebenen Start- und Endpunktes. | |||
| 1 = Kontur. Der Schnitt berechnet sich anhand der angegebenen Kontur. | |||
| C | Definiert die Werkzeugkorrektur, d.h. auf welcher Seite der Kontur die Säge läuft. | int | x |
| 0 = Werkzeugkorrektur links. Die Säge wird um die halbe Sägeblattdicke nach links versetzt. | |||
| 1 = Keine Werkzeugkorrektur. Der Fräser läuft auf dem Mittelpunkt der Kontur. | |||
| 2 = Werkzeugkorrektur rechts. Die Säge wird um die halbe Sägeblattdicke nach rechts versetzt. | |||
| CUT_START_X | Definiert den Startpunkt des Schnittes in X. | double | Nur wenn CALCMODE=0. |
| CUT_START_Y | Definiert den Startpunkt des Schnittes in Y. | double | Nur wenn CALCMODE=0. |
| CUT_START_Z | Definiert den Startpunkt des Schnittes in Z. | double | Nur wenn CALCMODE=0. |
| CUT_END_X | Definiert den Endpunkt des Schnittes in X. | double | Nur wenn CALCMODE=0. |
| CUT_END_Y | Definiert den Endpunkt des Schnittes in Y. | double | Nur wenn CALCMODE=0. |
| CUT_END_Z | Definiert den Endpunkt des Schnittes in Z. | double | Nur wenn CALCMODE=0. |
| N | Gibt den Namen der Kontur an, aus der sich der Schnitt berechnen soll. | string | Nur wenn CALCMODE=1. |
| CS | Definiert das Startsegment, an welchem die Bearbeitung beginnen soll. Dieser Wert ist standardmäßig mit 0 zu füllen, um die gesamte Kontur zu bearbeiten. Dieser Wert ist nur wichtig, wenn der Parameter CALCMODE=1 ist. | string | x |
| CE | Definiert das Endsegment, an welchem die Bearbeitung beginnen soll. Dieser Wert ist standardmäßig mit 0 zu füllen, um die gesamte Kontur zu bearbeiten. Dieser Wert ist nur wichtig, wenn der Parameter CALCMODE=1 ist. | string | x |
| CUTMODE | Gibt den Modus an, wie sich der Schnitt am Beginn und Ende verhält. | int | x |
| 0 = Auf Punkt. Die Säge sticht mit ihrem Mittelpunkt direkt am Startpunkt des Schnittes ein und geht bis zum Endpunkt des Schnittes. | |||
| 1 = Auf Länge. Dieser Modus sorgt dafür, dass die Säge nicht über den Start- und Endpunkt hinaus geht. Anhand der Tiefe des Schnittes und dem Sägeblattradius werden die genauen Koordinaten berechnet. | |||
| 2 = Verlängerung über Maßangabe. Verlängert den Schnitt am Startpunkt um den Wert ADD_LENGTH_START und am Ende um den Wert ADD_LENGTH_END. | |||
| 3 = Verlängerung über Faktor der Sehnenlänge. Verlängert den Schnitt am Startpunkt um den Sägeblattradius * CUT_START_FACTOR und am Ende um Sägeblattradius * CUT_END_FACTOR. | |||
| 4 = Automatisch. Dieser Modus kommt nur dann zum Tragen, wenn CALCMODE=1 definiert ist. In diesem Fall werden die einzelnen Schnitte anhand der angegebenen Kontur berechnet. Bei Innenecken wird der Schnitt automatisch verkürzt, bei Außenecken verlängert sich dieser um Sägeblattradius * CUT_START_FACTOR. | |||
| ADD_LENGTH_START | Gibt an, um wie viel der Schnitt am Startpunkt verlängert werden soll. Dieser Wert ist nur bei CUTMODE=2 relevant. | double | |
| ADD_LENGTH_END | Gibt an, um wie viel der Schnitt am Endpunkt verlängert werden soll. Dieser Wert ist nur bei CUTMODE=2 relevant. | double | |
| CUT_START_FACTOR | Gibt den Faktor an, um welchen sich, verrechnet mit dem Sägeblattraduis, der Schnitt am Startpunkt verlängern soll. Dieser Wert ist nur bei CUTMODE=3 oder CUTMODE=4 relevant. | double | |
| CUT_END_FACTOR | Gibt den Faktor an, um welchen sich, verrechnet mit dem Sägeblattraduis, der Schnitt am Endpunkt verlängern soll. Dieser Wert ist nur bei CUTMODE=3 relevant. | double | |
| DO_SCRATCH | Gibt an, ob vor dem effektiven Schnitt vorgeritzt werden soll. | bool | |
| SCRATCH_DEPTH | Gibt die Vorritztiefe an. | double | |
| IS_GG | Gibt an, ob im Gegenlauf geschnitten werden soll. | bool | |
| CUT_ANGLE | Gibt den Schnittwinkel. Bei normalen, senkrechten Schnitten ist der Winkel = 0 zu definieren. | double | |
| CUT_ANGLE_MODE | Gibt den Referenzpunkt in Z an, von welchem sich ein schräger Schnitt berechnet. | int | Nur wenn ein schräger Schnitt ausgeführt werden soll. |
| 0 = Oberkante. | |||
| 1 = Unterkante. | |||
| HPOS | Gibt die Position der Haube an. Zulässig sind die Werte 0-4, welche im Post-Prozessor für die jeweilige Maschine übersetzt werden. | int | |
| CUT_DRIVE_IN_SPEED | Definiert die Eintauchgeschwindigkeit der Säge. | double | |
| CUT_DRIVE_SPEED | Definiert die Vorschubgeschwindigkeit der Säge. | double | |
| PRIO | Definiert die Priorität des Schnittes. Je höher die Priorität ist, desto früher wird dieser abgearbeitet. Der Standardwert ist 1. | int | |
| TEXT | Freie Beschreibung | string |
Bohrung (B)
Führt eine Bohrung aus.
Variablen
| Variable | Beschreibung | Datentyp | Pflichtfeld |
|---|---|---|---|
| X | Startpunkt der Bohrung in X | double | x |
| Y | Startpunkt der Bohrung in Y | double | x |
| Z | Startpunkt der Bohrung in Z | double | x |
| DU | Gibt den Durchmesser der Bohrung an. | double | x |
| TI | Definierte die Tiefe der Bohrung. | double | Immer, außer B_IS_TH=1. |
| TOOL | Gibt das Werkzeug an, mit welchem die Bohrung erzeugt werden soll. | string | Immer, außer B_MODE=0 |
| B_IS_TH | Gibt an, ob die Bohrung eine Durchgangsbohrung ist. | bool | |
| B_THV | Gibt an, um wie viel die Bohrung bei einer Durchgangsbohrung durchgebohrt werden soll. | double | |
| B_MODE | Gibt den Modus der Bohrung an. | int | x |
| 0 = Durchmesser. Die Bohrung wird immer mit dem Durchmesser an die Maschine übergeben. | |||
| 1 = Werkzeug. Die Bohrung wird immer mit dem angegebenen Werkzeug an die Maschine übergeben. | |||
| 2 = Automatisch. Wird ein Bohrer mit dem angegebenen Durchmesser gefunden, wird die Bohrung mit Durchmesser ausgegeben. Andernfalls wird versucht, die Bohrung mit dem angegebenen Werkzeug zu erzeugen. | |||
| 3 = Bohrung fräsen. Fräst die Bohrung als Spirale. | |||
| B_COUNT_HOLE | Gibt die Anzahl der Bohrungen an. | int | Dieser Wert ist nur relevant, wenn B_RASTER_X oder B_RASTER_Y größer als 0 sind. |
| B_RASTER_X | Gibt den Raster der Bohrung in X an. | double | |
| B_RASTER_Y | Gibt den Raster der Bohrung in Y an. | double | |
| AZ | Definiert den Winkel um die Z-Achse. | double | |
| AX | Definiert die Neigung der Bohrung (neue X-Achse). | double | |
| B_ROTATION | Gibt die Drehzahl der Bohrspindel an. | double | |
| B_WORKSPEED | Gibt die Vorschubgeschwindigkeit an. | double | |
| B_COUNT_STEPS | Gibt an, in wie vielen Arbeitsschritten die angegebene Tiefe erreicht werden soll. | int | |
| B_PRIORITY | Definiert die Priorität der Bohrung. Je höher die Priorität ist, desto früher wird diese abgearbeitet. Der Standardwert ist 1. | int | |
| TEXT | Freie Beschreibung | string |
Nut (GROOVE)
Definiert eine Nut. Sollen die Daten an eine Nestingmaschine übergeben werden, ist dieser Befehl nicht zulässig. In diesem Fall muss die Nut mit dem Befehl GIN und der entsprechenden Kontur zum Ausräumen der Nut oder mit dem Befehl PO ausgegeben werden.
Variablen
| Variable | Beschreibung | Datentyp | Pflichtfeld |
|---|---|---|---|
| SX | Definiert den Startpunkt der Nut in X. | double | x |
| SY | Definiert den Startpunkt der Nut in Y. | double | x |
| EX | Definiert den Endpunkt der Nut in X. | double | x |
| EY | Definiert den Endpunkt der Nut in Y. | double | x |
| WID | Gibt die Breite der Nut an. | double | x |
| DEP | Gibt die Tiefe der Nut an. | double | x |
| T | Definiert das Werkzeug welches verwendet werden soll, um die Nut auszuräumen. | string | x |
| TX | Gibt das Werkzeug an, welches explizit für die Nut verwendet werden soll, wenn diese in X-Richtung geht. Ist hier kein Werkzeug angegeben, wird das Hauptwerkzeug der Nut T verwendet. | string | |
| TY | Gibt das Werkzeug an, welches explizit für die Nut verwendet werden soll, wenn diese in Y-Richtung geht. Ist hier kein Werkzeug angegeben, wird das Hauptwerkzeug der Nut T verwendet. | string | |
| TCL | Gibt das Werkzeug an, das bei nicht durchgehenden Nuten verwendet wird, um die Ecken nachzufräsen. | string | |
| DIRECTION | Gibt an, ob die Nut um Gleichlauf oder im Gegenlauf geschnitten werden soll. | bool | |
| 0 = Nut wird im Gleichlauf geschnitten. | |||
| 1 = Nut wird im Gegenlauf geschnitten. | |||
| DRIVEINSPEED | Definiert die Eintauchgeschwindigkeit. | double | |
| DRIVESPEED | Definiert die Vorschubgeschwindigkeit. | double | |
| PRIORITY | Definiert die Priorität der Nut. Je höher die Priorität ist, desto früher wird diese abgearbeitet. Der Standardwert ist 1. | int | |
| TEXT | Freie Beschreibung | string |
Falz (RABBET)
Definiert einen Falz.
Variablen
| Variable | Beschreibung | Datentyp | Pflichtfeld |
|---|---|---|---|
| SX | Definiert den Startpunkt des Falzes in X. | double | x |
| SY | Definiert den Startpunkt des Falzes in Y. | double | x |
| EX | Definiert den Endpunkt des Falzes in X. | double | x |
| EY | Definiert den Endpunkt des Falzes in Y. | double | x |
| WID | Gibt die Breite des Falzes an. | double | x |
| DEP | Gibt die Tiefe des Falzes an. | double | x |
| T | Gibt das Werkzeug an, mit welchem der Falz gefräst werden soll. | string | x |
| TCL | Gibt das Werkzeug an, das verwendet werden soll, um bei einem nicht durchgehenden Falz die Ecken nachzufräsen. | string | |
| DRIVEINSPEED | Gibt die Eintauchgeschwindigkeit des Fräsers an. | double | |
| DRIVESPEED | Gibt die Vorschubgeschwindigkeit des Fräsers an. | double | |
| PRIORITY | Definiert die Priorität des Falzes. Je höher die Priorität ist, desto früher wird dieser abgearbeitet. Der Standardwert ist 1. | int | |
| TEXT | Freie Beschreibung | string |
Universal Makro (UNIMACRO)
Das Universal Makro bietet die Möglichkeit, fixe Komponenten zu definieren. Diese werden im Post-Prozessor den entsprechenden Anforderungen angepasst. Bezieht sich das Makro auf eine spezielle Arbeitsseite, ist diese vor dem Makro zu definieren.
Variablen
| Variable | Beschreibung | Datentyp | Pflichtfeld |
|---|---|---|---|
| NAME | Gibt den Namen des Makros an, über welchen dieses im Post-Prozessor identifiziert werden kann. | string | x |
| POSX | Definiert den Einfügepunkt des Makros in X. | double | x |
| POSY | Definiert den Einfügepunkt des Makros in Y. | double | x |
| POSZ | Definiert den Einfügepunkt des Makros in Z. | double | |
| T | Gibt das Werkzeug an, welches für dieses Makro eventuell relevant ist. | string | |
| DEPTH | Definiert die Tiefe des Makros. | double | |
| ANGLEX | Definiert den Neigungswinkel des Makros. | double | |
| ANGLEZ | Definiert den Drehwinkel des Makros. | double | |
| VALUE1 | Definiert eine freie Variable, die im Post-Prozessor ausgewertet werden kann. | double | |
| VALUE2 | Definiert eine freie Variable, die im Post-Prozessor ausgewertet werden kann. | double | |
| VALUE3 | Definiert eine freie Variable, die im Post-Prozessor ausgewertet werden kann. | double | |
| VALUE4 | Definiert eine freie Variable, die im Post-Prozessor ausgewertet werden kann. | double | |
| VALUE5 | Definiert eine freie Variable, die im Post-Prozessor ausgewertet werden kann. | double | |
| PRIORITY | Definiert die Priorität des Unimakros. Je höher die Priorität ist, desto früher wird dieses abgearbeitet. Der Standardwert ist 1. | int | |
| TEXT | Freie Beschreibung | string |